Svarv 1A616: konstruktion, tekniska egenskaper, recensioner, priser
Den inhemska svarvningen 1A616 är tillverkadsedan femtiotalet av förra seklet. Modulen för tillverkning av Medium Volga-kombinationen finns fortfarande hos olika tillverkningsföretag. Tänk på egenskaper och egenskaper hos denna teknik, såväl som återkoppling från konsumenter.

beskrivning
Svarv 1A616 är utrustad med ett stöd,rör sig mekaniskt i tvärriktningen till ett maximalt värde på upp till 195 millimeter. I längdplanet är elementets slag anordnat med en skruv och en rulle till ett gränsvärde på 670 mm. Matningsparametrarna har samma intervall inom intervallet 0,065 till 0,91 varv per minut.
Maskinens egenskaper möjliggörför att snabbt byta ut växlar i förrådslådan för utbytbara precisionsdelar. Detta gör att du kan klippa tråden med högsta precision. För att skära en standard tråd i en tum, modul eller metrisk konfiguration behöver du inte göra det här. Att uppnå exakta parametrar beror på att ledskruven är direkt inpassad, förbi matningsboxen.
Svarvspecifikationer 1A616
Den aktuella enheten används för bearbetning av ämnen av kompakta dimensioner. Utrustningen har följande tekniska planparametrar:
- Den maximala sliplängden är 660 mm.
- Arbetsstyckets längd till maximalt - 710 mm.
- Arbetsstyckets diameter ovanför stödet / ramen är 180/320 mm.
- Vikt - 1,5 ton.
- Diametern på spindelns genomgående hål är 35 mm.
- Typ av gängad spets enligt GOST-6K.
- Spindelrotationsintervallet är 9-1800 rpm.
- Längd / bredd / höjd - 2,13 / 1,22 / 1,22 m.

På svarv 1A616 skärs följande trådtyper:
- Pitch behandling i 2-128 steg.
- Tjocka trådar - 1-56 trådar per tum.
- Modulär version - i intervallet från 0,25 till 5,5 mm.
- Den metriska versionen är 0,2-24 mm.
Arbetsstyckena som ska bearbetas placeras i en vanlig patron, fixerad med hjälp av pneumatiska eller hydrauliska fastspänningsanordningar.
utformning
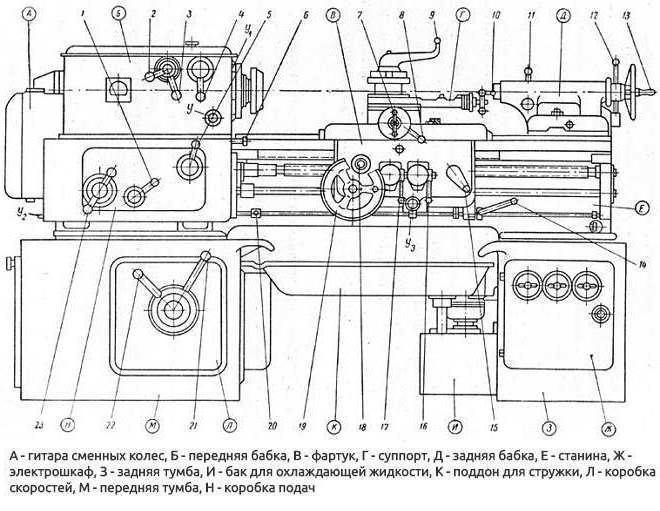
Den aktuella utrustningen innehåller följande delar och detaljer:
- Fram och bak kant.
- Fram och bakhuvud.
- Vändbar enhet, skott, samt den enhet som är ansvarig för att öka arbetssteget.
- En knut av utbytbara hjul.
- Skåp för elektrisk utrustning.
- Förkläde med matningsmekanism.
- Stan.
- Foderlåda.
- Kylsystem för skärverktyg.
- Växla lådan.
- Pall för insamling av chips och spenderat kylmedel.

Princip för verksamheten
Metallbearbetningsmaskiner 1A616 arbetar med denna princip:
- Detaljerna före bearbetningen är fastsatta i utrustningschucken eller mellan centren.
- Snitten är fastsatta i hållaren på stödet. Samtidigt kan inte mer än fyra skärelement installeras.
- För att utföra manipulering av borrning eller tappning av den inre tråden, fixas ett lämpligt verktyg i bakstycket.
- Huvudbearbetningen av billet utförs på bekostnad aven kombination av fräsens translations- och rotationsrörelse och delens hastighet. Denna design möjliggör bearbetning av cylindriska, koniska och formade delar, inklusive skruv- och ytdelar.
På svarv för metall 1A616 transmissionvridmoment på spindeln och arbetsstycket tillverkas med hjälp av en remskiva, vilken är placerad mellan stöden. Om nödvändigt kan kilbältet bytas ut utan att spindeln avlägsnas. Utformningen av denna utrustning förutsätter principen om separat överföring till mätaren. Den kan flyttas med hjälp av en ledskruv eller vals. I motorlindningen deltar en DC-startare, vilket ger en effektiv bromsning av drivenheten.
ledningar
Elektriska diagrammet för vredet 1A616 innehåller följande element:
- Säkringar.
- Slå på ingången.
- Belysningselement för arbetsbelysning.
- Spänningsrelä.
- Kontaktorer för tillkoppling och baksida.
- Regulatorn för inklusion av pumpen i en kylvätska.
- Motorvarvtal och analog kontaktorstyrning.
- Nedkonfigurationstransformator.
- Laddnivåindikator.
- Likriktaren.
- Byt noden utrustning hantering.
Metallbearbetningsenheten är utrustad med tvåelektriska motorer, som alla har sin egen funktionella. Trefasmotorn PA22 har en effekt på 0,12 kW och en rotation på 2800 varv per minut. Det tjänar till att sätta kylvätskepumpen in i arbetsområdet.
Trefas analog A02-41-4 har en effektvärde på 4 kW (1430 rpm). Dess syfte är att säkerställa driften av maskinens huvuddrift.
Industriella modeller är konstruerade för 380 V spänning, hushållsversioner aggregat med ett elnät på 220 V. Under beställningen finns modifikationer beräknade för 500 V.
arbetsflöde
Matningsrörelse vid bearbetning av metallbearbetningmaskinerna 1A616 är från spindelaggregatet till kalken. Växellådan kan använda utrustningen i 48 band, officiellt angivna 22, eftersom vissa hastigheter sammanfaller. För längdriktningen av tjockleken används en växelkoppling och i tvärplanet - ledskruven.
För att knacka i steg om mindre än sexmillimeter, stöd och spindelaggregat direkt. Bearbetning av stora värden utförs med hjälp av en uppräkning och ett mellanliggande steg stegningselement. Den huvudsakliga arbetsrörelsen för den aktuella utrustningen är det skärande momentet som spindeln utför med det arbetsstycke som är fast i det. För detta förfarande är dessutom ett par kilremsöverföringar och ett block av hastigheter för 12 områden ansvariga.
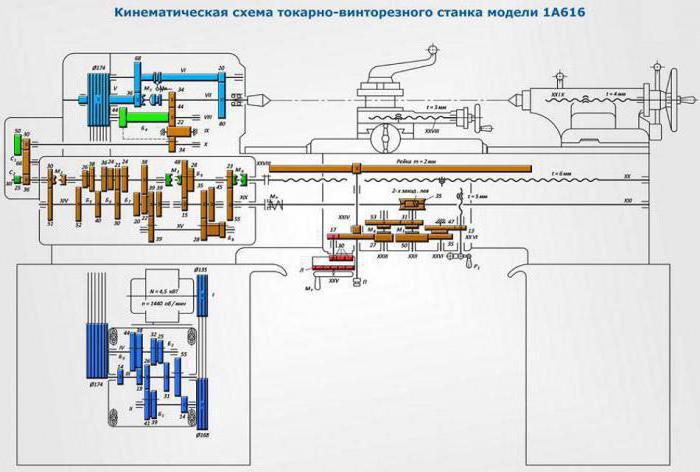
Box av hastigheter
Denna viktiga knutpunkt för vredet innefattartre axlar placerade i lagerfacken, rörliga bultar med kugghjul och ett enda aktivt växel. Rotationshastigheten väljs genom att fästa växlar med olika parametrar. Dynamiken överförs till axeln, växlarna och utrustningsspindeln. För att öka spindelns rotationshastighet är den ansluten direkt till den ihåliga axeln med hjälp av en koppling av kamtypen.
Vid styrning av svarv, kom ihåg ytterligare mekaniska (manuella) manipuleringar. Dessa inkluderar:
- Vrid skärhållaren och sätt den till önskad position.
- Förflyttning av tailstocken med den placerade quillen.
- Montera mätaren i önskad position.
Lathe 1A616: pris och recensioner
Kostnaden för den utrustning som behandlas på sekundärmarknaden, beroende på villkor, utrustning och produktionsår, på sekundärmarknaden är från 40 tusen rubel och mer.
Återkoppling från konsumenterna på maskinen gör att du kan identifiera de viktigaste fördelarna med denna metallbearbetningsmaskin. Till dem inkluderar användare:
- Mångsidighet.
- Tillförlitlighet.
- Hög precision bearbetning.
Bland minuserna påpekar ägarna att många operationer måste konfigureras manuellt. Dessutom kräver kalibrering och justering av utrustning en specialists deltagande.

Sammanfattningsvis
Tekniska egenskaper hos den inhemska svarvaren1A616-maskin, vars granskningar ges ovan, anger möjligheten att dess drift i produktionsanläggningar för bearbetning av biljetter i stora partier och vid tillverkning av enskilda produkter. Enheten kan utrustas med arbetsdelar av höghastighetsstål, såväl som hårdmetallklippare. Utrustningens mångsidighet gör det möjligt att utföra inte bara vridning utan även tråda olika konfigurationer.
</ p>




